
 中文
中文 English
English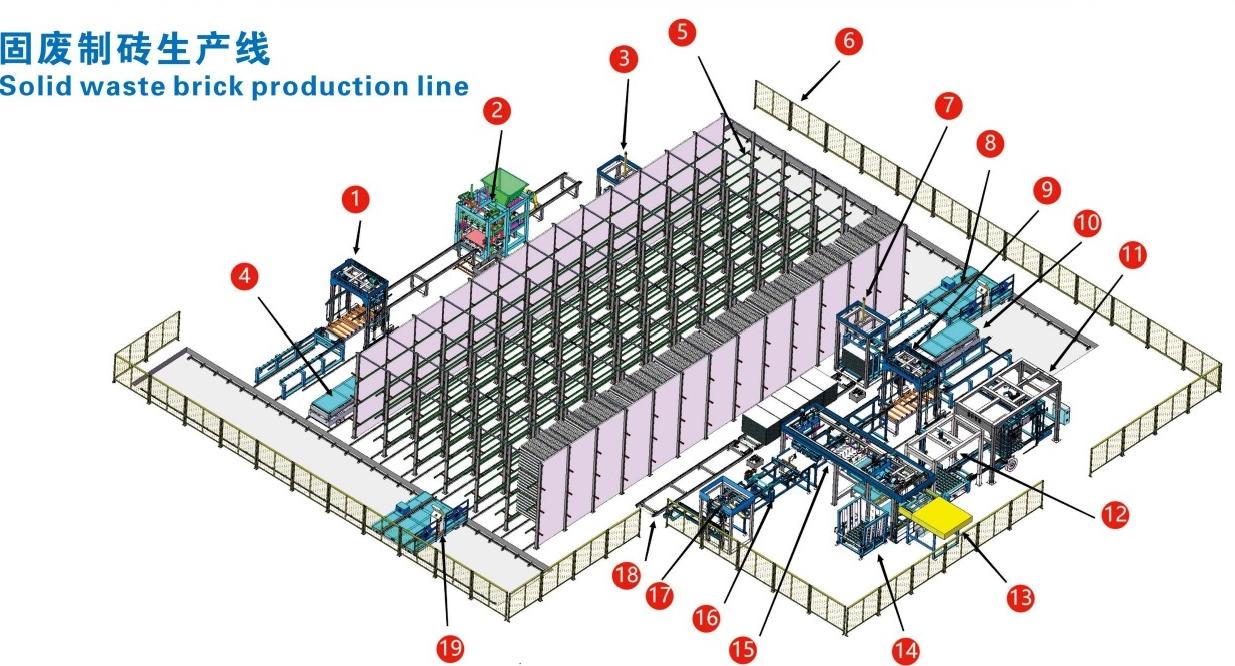
一.流程介绍
1、工艺流程图
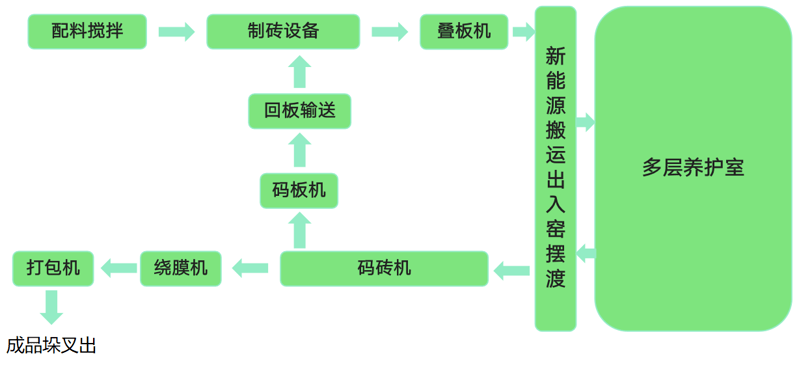
2、工艺流程介绍
砌块机成型后的砖坯经接板机输送到叠板机,叠板机升起到位,前进到位下降放置在叠板平台上,后退继续循环叠垒,每板之间直接叠垒无间距,叠垒5-7层标准砖3垛(1.2m宽托板)或4垛(0.95m宽托板,两板叠板机采用双位控制)后,搬运车升起脱离叠板平台2公分,搬运车前进进入摆渡车,摆渡车根据养护室设置开关条件行走到对应养护室对齐轨道,搬运车升到第三层高度,搬运车进入养护室最深一车位位置,下降到第二层时后退进入摆渡车,继续循环按3-2-1层高度进入养护室并依次将该养护室放满;后按养护室开关条件切换摆渡车行走位置;与此同时另一搬运车依次按1-2-3层高度从最浅到最深车位将砖按搬运到该养护室边等待;码砖机侧的砖板空时,摆渡车被呼叫到该养护室对轨完成,搬运车进入摆渡车,摆渡车行走到码砖机轨道,搬运车进入码砖机并放下砖板后,退回摆渡车继续按设定的养护室开关条件将养护室的砖板依次取空。
二.方案图
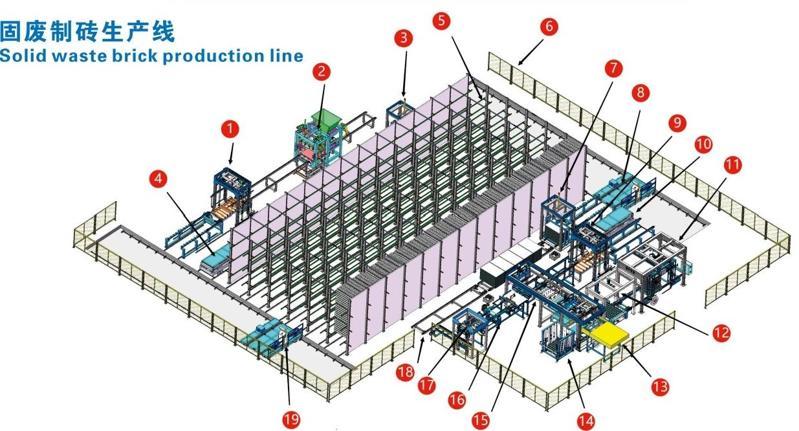
叠板机 2.制砖机 3.上板机 4.搬运车 5.三层养护室 6.安全护栏 7.降板机 8.出窑摆渡车 9.抬板机 10.搬运车 11.打包机 12.绕膜机 13.覆膜机 14.托盘仓 15.码垛主机 16.翻板机 17.码板机 18.回板输送 19.入窑摆渡车
三、特点及优势
1.养护场地利用率提高到3倍;
2.养护室各垛砖板各自独立放入,对地基基础要求低;
3.替代叉车搬运,无油耗;
4.立体存放集中养护,更好养护效果,提高产品质量;
5.立体存放密闭养护,保温降耗,节能减排
6.四向行走,灵活适应场地,提高土地资源利用率;
7.具备物联网,可随时查看设备状态。
8.结构简单独立,施工周期短;
布置灵活,可以适应以下5种场地布局:
布局一
成型主机、码砖机集中一起,养护室在其侧面,码砖后托板直接回到成型主机,形成闭环

布局二
成型主机、码砖机集中一起,养护室在其对面,码砖后托板直接回到成型主机,形成闭环

布局三:
成型主机、码砖机分开,养护窑一侧入窑、对面侧出窑,码砖机在养护窑侧面,回板通过侧面回到成型主机,形成闭环

布局四:成型主机、码砖机分开,养护窑一侧入窑、对面侧出窑,码砖机在养护窑对侧面,回板通过养护窑侧面回到成型主机,形成闭环

布局五:成型主机、码砖机分开,养护窑一侧入窑、对面侧出窑,码砖机在养护窑对侧面,回板通过摆渡搬运转入回板系统,形成闭环

以上五种布局形式,基本涵盖了不同的制砖设备布局应用场景
四、配置清单介绍
1、多层搬运车
利用液压剪刀式杠杆,将整垛砖板举升,搬运车举升到对应高度送入养护室放下静养,同时搬运车将多层养护室静养时间达到砖板举升搬出进入码砖机
磷酸铁锂电池,充放电次数3000次
理论寿命5-7年
举升行程:2.5m
举升载荷:额定5T
单次满电可用时间:12小时
充电时间:4小时
摆渡车速度:37米/分
搬运车速度:37米/分
下班一键自动充电
双剪刀叉
液压双油缸

2、回板系统
码垛机的码板机成垛的托板输送到升板机,升板机升到搬运车高度,送出等待搬运车搬运到砌块主机回板输送上,形成托板闭环生产循环。

3、装配式养护室
采用160*80的方管为立柱,支撑管50*50穿插,负重稳,内空间距850mm,底层托板支撑点面宽,有效降低托板厚度,装配式无焊接,每根立柱及支撑管里外均可镀锌,防腐蚀性强。
主体单价:950元/垛
主体镀锌:150元/垛
垛:日产量/叠板层数

五、生产视频





